FITNESS FOR SERVICE
How Inspection can Influence an FFS Assessment
Agenda
- Introduction – Why FFS? An alternative to temporary repairs
- FFS – The basic layout of API 579 – Component Types and Assessment Levels
- Understanding the method used – Accuracy/Tolerances/Resolution
- How Inspection coverage/technique influences FFS
- Effort verses Benefit
- Inspect ion History – Comparison of latest results with previous result
- Corrosion Rates & Remnant Life – Inspect ion Intervals for Critical Scenarios
- Confidence and Risk
- Some Common Practices that can under report/miss corrosion issues
- Case Studies
Introduction – Why FFS? An alternative to temporary repairs
- FFS can be used as an economic alternative to temporary repairs.
- When wraps or clamps are applied it removes the option for further inspection.
- There is more redundancy in pressure equipment than most people think.
- With the right data accurate retirement dates can be determined
- Not all defects are easily repaired
e.g. cracks. - Not all temporary repair methods are suitable for the service conditions e.g. high temperature (limits for resins & coatings), high pressure (large & heavy clamps), service fluids (compatibility of resins or elastomeric materials)
Understanding the method used – Accuracy/Tolerances/Resolution
- Important to fully understand the limitations of the inspection technique used
- Can have an influence on the assessment
- Data Uncertainties (Ref. section 2.4.3)
- Sensitivity Analysis
- Probabilistic Analysis
- Partial Safety Factors
How Inspection coverage/technique influences FFS
- FFS can only be as good as the inspection data provided.
- Internal damage or CUI (partial strip) coverage is key to a reliable assessment outcome
- Manual UT v Corrosion Mapping (human factors, coverage, repeatability)
- Compression wave v Phased Array (interpretation of reflectors, sizing, laminations)
- DPI v MPI (is what you are seeing really a true reflection of defect?)
The next series of images shows a perceived defect in a clad vessel.

Poor weld overlay was rightly investigated by local removal of cladding

Substrate was Carbon Steel and MPI was carried out with a significant linear defect identified
Further grinding was proposed to remove crack-like defect but the crack was not removed or reduce in size as expected after significant metal removal.

An alternative inspection method was chosen to confirm inspection findings. DPI was undertaken and showed no anomaly. PMI was then performed at the anomaly location and revealed a diluted CS/SS metallurgy.

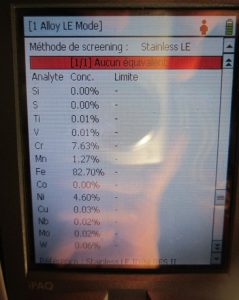
It was concluded that at some point during manufacture that a weld repair had been made to the carbon steel forged nozzle and filler metal used was 316L SS to remove the need for the repair to use a CS fill and then SS overlay. This repair was never recorded in the Manufacturers Data Dossier.
Effort vs Benefit
- Important to have good communicate between Analyst and NDE Technician
- The code has rules but experience comes into play also
- Recommended grid spacing for corrosion mapping
- Trying to get a pencil probe onto a surface pit when a pit gauge will suffice
Attempting to map out a defect when knowing the minimum thickness and
maximum length x width will pass a Level 1 - Inspecting a fitting (elbow / tee) when the supplemental loads are not
understood
Inspection History – Comparison of latest results with previous results
- Data Repeatability
- Manual Techniques
- Automated or Semi-Automated
- Use of encoder
- Comparison with historic data
- Has the same coverage been repeated
- What about the datum reference
- Is your clockwise the same as mine if we are at opposite ends of a vessel??
Corrosion Rates and Remnant Life – Inspection/Monitoring Intervals for Critical Scenarios
- When using FFS in lieu of a Temporary Repair along with Monitoring then
accurate corrosion rates are key to determining inspection intervals. - Corrosion rates can only be reliable if the inspection data is repeatable
- Change in Service Provider
- New Inspection Procedure or Inspection Data Storage tool
- Typically half life is used to determine inspection intervals but to what Alarm thickness do we base this on? CONC or Tmin?
Confidence and Risk
- Inspection Confidence – Influences Likelihood – Affects Risk
- Deterministic Calculations assume all variables are known and accurate
- Sensitivity assessments and Probabilistic Assessment methods can be used to give Likelihoods and when combined with Consequence can give the Operator a Risk profile
- Results used to plan for intervention
- NII and RBA processes can be used to give increased Confidence levels
Some Common Practices that can under report/miss corrosion issues
- Assuming Fittings (elbows or tees) have the same CONC as the parent pipe
- Including paint in the reported thickness and not reporting any loss or
under reporting the extent of loss - Inexperienced Integrity Engineers not challenging the Inspection report
- Not taking sufficient Profile Radiography shots on pipework when identifying internal corrosion issues are present. And can we really measure to 1/100th mm

